Диффузионная модель активации углеродного материала
Безуглов Александр Михайлович,
доктор технических наук, профессор,
Безуглов Владимир Александрович,
соискатель.
Кафедра высшей математики, Южно-Российский государственный технический университет (Новочеркасский политехнический институт) им. Платова.
Активация углеродного материала представляет собой сложную, многоуровневую картину сопутствующих друг другу процессов, но в целом выглядит как диффузия реагента (H2O) к внутренним слоям. Ее движущим фактором является разность концентраций реагента на поверхности углеродного образца и в его глубине. Поэтому данный технологический этап, соответствующий совокупности описанных процессов может быть понят и описан, как процесс диффузионный [1]. Специфической особенностью его является то, что достигшие поверхности реагирования молекулы H2O реагируют и исчезают. В этом главное отличие процесса диффузии концентрации от диффузии тепла: в данном случае уравнение диффузии будет содержать источники, точнее стоки и, следовательно, окажется неоднородным.
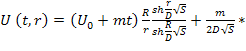
В стационарной ситуации устанавливается устойчивое, саморегулирующееся (вследствие специфики экзотермических процессов) распределение концентрации U (t, r), при которой гетерогенный процесс горения (реакции на поверхности), в определенном масштабе, когда элемент объема включает в себя большое количество микропор, идет как гомогенный, слагаемое стоков описывает потери концентрации H2O в среднем по объему (гомогенно).
![]()
![]()
![]() – коэффициент диффузии, S – коэффициент,
определяющий интенсивность стоков. Граничные условия:
– коэффициент диффузии, S – коэффициент,
определяющий интенсивность стоков. Граничные условия:
Настройка и администрирование серверов, сети, компьютеров, оргтехники и пр master-it.spb.ru
![]() начальная концентрация в произвольной,
начальная концентрация в произвольной,
![]() концентрация на поверхности образца,
концентрация на поверхности образца,
![]() .
.
Решение получается операционным методом.
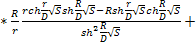
![]()
Оно описывает
как стационарные решения, так и устанавливает тенденции их изменения в
нестационарных условиях. Корректность полученных решений оценивалась по их
предсказания в предельных ситуациях(![]() ).
).
Проведенные оценки показали адекватные, вполне соответствующие нашему пониманию физики процесса значения.
Для иллюстрации
решения и установления сопутствующих эффектов вычисляем потерю массы образца за
время ![]() (
(![]() ):
):
![]()
![]()
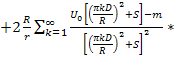
Откуда, для скорости потери удельной массы получаем выражение:
![]()
из которого видно, что скорость потери удельной массы образца активируемого материала зависит от его размера: активация идет тем интенсивнее, чем меньше размер образца.
Оцененная нами интенсивность активации безусловно включает в себя и неизбежные потери на обгар частиц на поверхности и выгорание микропор до средних и макро размеров. То есть, речь идет об общей интенсивности процесса в части ее зависимости от геометрических параметров частиц. Поскольку выбор размера частиц, обрабатываемых в конкретной технологии, определяется требованием выполнения многих условий воспроизведения, устойчивости и оптимальности различных технологических составляющих реальных процессов, то есть, с учетом многих факторов, то он оказывается в значительной степени предопределенным. Именно как результат подбора и многосторонней оптимизации. По этой причине, речь может идти, во-первых о влиянии на показатели эффективности технологических процессов флуктуации размеров (отклонения от оптимального среднего R0 размера конкретного образца) или о влиянии ширины спектра грансостава и, во-вторых, о необходимости учета роли геометрических факторов еще на этапе проектирования или совершенствования технологии.
Влияние
флуктуации можно проиллюстрировать, переписав последнее выражение для скорости
потери массы, в виде ![]() где
где ![]() ;
; ![]() .
.
Представляя ![]() и
и ![]() , получаем
, получаем
![]()
![]() можно считать
мерой флуктуации.
можно считать
мерой флуктуации.
Поскольку
активация–процесс энергозатратный ( ![]() - пропорциональна мощности), то наличие подобной
зависимости от
- пропорциональна мощности), то наличие подобной
зависимости от ![]() автоматически означает наличие в выражении для кпд
понижающего множителя
автоматически означает наличие в выражении для кпд
понижающего множителя ![]()
Наличие мелкой
фракции в спектре грансостава (![]() ), ситуации не исправляет, так как в большей мере (за
счет большей поверхности реагирования и большей скорости активации) теряется за
счет обгара, тем самым, также понижает кпд. Из дифференциального выражения для
потери массы dm:
), ситуации не исправляет, так как в большей мере (за
счет большей поверхности реагирования и большей скорости активации) теряется за
счет обгара, тем самым, также понижает кпд. Из дифференциального выражения для
потери массы dm:
![]()
следует, что наибольшая интенсивность реагирования наблюдается в верхних, поверхностных слоях, а наименьшая – в центре. Обгар на поверхности идет быстрее, чем образование пор внутри, то есть, потери на обгар - неизбежная плата за активацию материала внутри образца. Вместе с тем выгорание углерода в поверхностных слоях приводит к снижению концентрации реакционных центров (стоков S) и охлаждению поверхности за счет поглощения энергии в эндотермических реакциях H2O на углероде. Тем самым создаются условия для улучшения транспорта реагента к центру образца и как следствие, более активному развитию пор. Значительную положительную роль в этом процессе играет предварительный прогрев центральной области до высокой температуры (или же, как уже отмечалось, дополнительный СВЧ - разогрев).
Рассмотренные
выше аспекты, указывают на необходимость построение уточненной математической
модели, учитывающей зависимость ![]() Но и на данном этапе ясно, что установление
закономерности процесса активации, сохраняются как первое приближение. Это относится,
прежде всего, к проявившемуся во всех решениях и оценках нашей модели факту
зависимости технологических процессов от геометрических параметров
обрабатываемого материала, которые в свою очередь представляют собой случайную
величину, статистически распределенную в пределах ограниченного в технологии
грансостава.
Но и на данном этапе ясно, что установление
закономерности процесса активации, сохраняются как первое приближение. Это относится,
прежде всего, к проявившемуся во всех решениях и оценках нашей модели факту
зависимости технологических процессов от геометрических параметров
обрабатываемого материала, которые в свою очередь представляют собой случайную
величину, статистически распределенную в пределах ограниченного в технологии
грансостава.
Литература
1. Кинле Х., Бандер Э. активные угли и их промышленное применение / Пер. с нем. – Л.:1984 – 216 с., ил. – Штутгарт, 1980.
Поступила в редакцию 18.02.2013 г.